PMI cañerías y soldaduras: guía avanzada para verificar materiales sin equivocarse
Una junta soldada 316L arroja níquel de 8,75% en el analizador. La cañería original tenía 10,5-11%. El inspector levanta el dedo para rechazar material perfectamente bueno.
El problema no es el acero. Es la dilución del cordón y una lectura mal interpretada. Ese error frena estados de pago en plena faena.
Esta guía trata sobre el control de materiales en cañerías mediante PMI cañerías y soldaduras. Aquí verás cómo verificar composición química sin caer en trampas típicas del terreno.
¿Qué es el ensayo PMI en cañerías y soldaduras y cuándo lo exige el mandante?
El PMI (Positive Material Identification) es un ensayo no destructivo. Verifica la composición química y confirma el grado de aleación de un componente en terreno. No corta ni daña la pieza.
En cañerías y soldaduras confirma que tuberías, fittings, flanges y válvulas corresponden al material especificado. También valida el metal de aporte del cordón. El resultado se compara contra plano, WPS y MTR.
El mandante lo exige en situaciones concretas:
- Construcción y montaje de sistemas de proceso.
- Mantención de líneas en servicio.
- Reemplazo de componentes críticos.
En sistemas de alto riesgo suele pedirse cobertura del 100% de los componentes de aleación. Eso incluye flanges, cañerías y soldaduras, según API RP 578. Puedes revisar más detalle técnico en Acuren.

Por qué una sustitución de material no detectada puede provocar una falla catastrófica
En servicios de alto riesgo, un grado equivocado genera falla. Una cañería que debía ser 316L pero llegó como acero al carbono no resiste la corrosión del proceso. La consecuencia puede ser una fuga o una ruptura.
Por eso se pide cobertura total de los componentes de aleación. La verificación abarca flanges, cañerías y soldaduras. Este criterio se sostiene en la lógica de integridad de API RP 578.
Una sustitución de material no detectada cuesta mucho más que el ensayo. El PMI paga su costo la primera vez que evita una falla en servicio.
¿Cómo se verifica la composición de aceros con PMI en obras con soldaduras sin equivocarse por la dilución?
La dilución es el mayor riesgo de interpretación. Al fundirse, el metal base se mezcla con el aporte. Esa mezcla baja la concentración de elementos de aleación en el cordón.
El caso documentado en soldaduras 316L muestra el efecto con claridad:
- Cañería base: níquel de 10,5-11%.
- Aporte sin diluir: 11,5-12%.
- Junta soldada real: 8,75-10,5%.
En procesos de arco la dilución típica va de 15% a 40%. Medir directo sobre el cap sin criterio lleva a rechazar material bueno o aprobar uno malo.
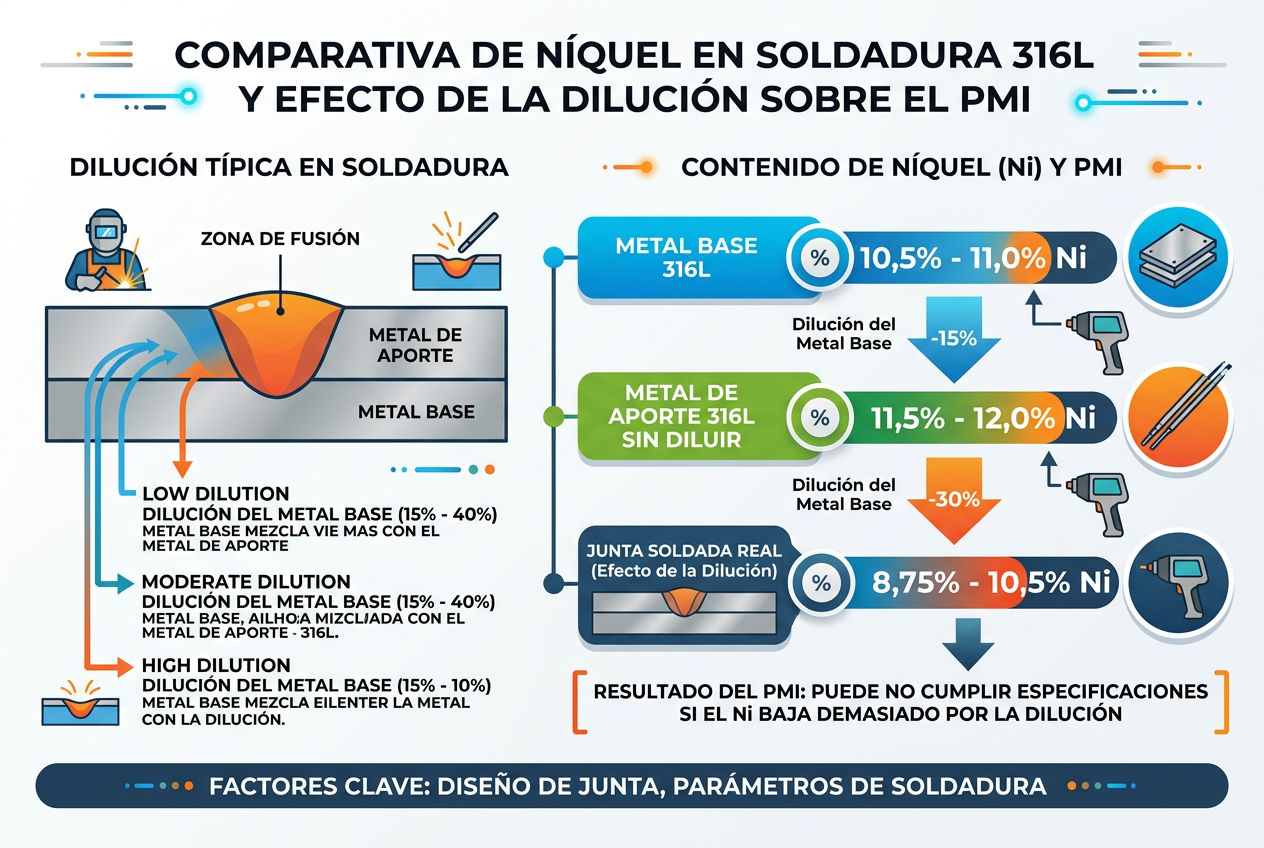
La metodología correcta mide por separado el metal base, la ZAC y el cordón. Luego evalúa el cordón contra la composición esperada del depósito diluido. Nunca contra el aporte puro. El procedimiento específico lo valida el cliente según su especificación.
¿Cuándo usar XRF y cuándo pasar a OES o LIBS según el material y la aleación?
El XRF portátil es la técnica más usada. Es rápido, 100% no destructivo y mide elementos pesados como cromo, níquel y molibdeno. Su límite es que no detecta carbono ni otros elementos livianos.
Por eso el XRF no distingue 304 de 304L ni 316 de 316L. Esos grados se diferencian solo por el carbono. Ahí necesitas otra técnica.
- OES: detecta carbono y entrega química completa. Es semidestructiva (deja marca de chispa) y requiere argón de alta pureza.
- LIBS: portátil y lee elementos livianos. Útil para carbono equivalente en terreno.
La regla práctica es simple. Usa XRF para confirmar grado y elementos pesados. Pasa a OES o LIBS cuando el grado depende del carbono, en aceros de baja aleación o para confirmar la química del cordón. Más detalle en esta guía de PMI.
Errores frecuentes al medir composición de aceros sin la metodología PMI adecuada
Estos errores aparecen una y otra vez en obra:
- Confiar en XRF para distinguir grados "L" que dependen del carbono.
- Medir sobre superficie sucia, oxidada, pintada o con óxido de laminación sin preparar.
- Usar equipo sin verificación previa contra estándares certificados.
- Medir sobre el cordón ignorando la dilución del metal de aporte.
- Entregar "un número" sin heat number, ubicación exacta ni condiciones del ensayo.
Cada uno sesga la lectura o deja el resultado sin trazabilidad. El error documental es el más caro ante la ITO. Puedes ver casos similares en recursos técnicos de PMI.
¿Cómo elegir un servicio de ensayo PMI para cañerías sin equivocarse?
Un servicio serio no termina en la lectura del equipo. Parte por verificar el analizador contra estándares certificados de referencia. Luego prepara la superficie y define el plan de puntos según la especificación del cliente.
El informe final debe capturar, como mínimo:
- Detalle del material: heat number, batch y descripción del ítem.
- Ubicación exacta del ensayo: soldadura, spool o componente.
- Método usado: XRF u OES.
- Criterio de aceptación aplicado.
La diferencia práctica es clara. Ese resultado resiste una auditoría y sostiene un estado de pago. "Un número" sin respaldo se cae en la primera revisión del mandante. Este criterio de industria se refleja en guías del rubro.
Banderas rojas en un informe PMI que un jefe de calidad debe detectar antes de presentarlo al mandante
Antes de firmar, revisa estas señales de alerta:
- Distinción de grados "L" (304/304L, 316/316L) hecha solo con XRF.
- Ausencia de heat number, ubicación exacta o componente ensayado.
- Falta de registro de verificación o calibración del equipo contra estándar certificado.
- Mediciones sobre el cordón sin considerar dilución, con valores anormalmente bajos y sin nota que lo explique.
- Resultado sin criterio de aceptación ni referencia normativa.
- Informe que reporta "coincidencia" sin listar los porcentajes por elemento.
Cualquiera de ellas expone el informe a rechazo. Fuentes como epcland y Acuren confirman estos puntos críticos.
Qué preguntar sobre equipos, plazos y trazabilidad al contratar un servicio PMI en faena
Haz estas preguntas al proveedor antes de contratar:
- ¿Qué equipos usa (XRF, OES, LIBS) y con qué frecuencia los verifica contra estándares certificados?
- ¿Cómo liga cada medición a un identificador único: heat number, spool, junta y coordenada?
- ¿Cómo consolida el dossier documental final?
La lectura XRF toma segundos y la OES pocos minutos por sitio. El cuello de botella no es la medición. Es el volumen de puntos, la preparación de superficie y la elaboración documental.
El valor de referencia de mercado ronda los USD 150-300 por hora. Ajusta esa cifra según proveedor y alcance del servicio.
Puedes contrastar tiempos y trazabilidad con vrxrf.
¿Qué normas y qué dossier hacen válido un ensayo PMI ante una auditoría o ITO?
El marco de referencia internacional es API RP 578, el "Material Verification Program for New and Existing Alloy Piping Systems". Se complementa con ASTM E1476 y las especificaciones de material de ASME Sección II.
En cañerías de proceso, ASME B31.3 y Sección VIII referencian el PMI como parte del control de calidad e integridad. Ambos exigen cumplir la especificación del proyecto y aportar documentación trazable.
El dossier debe contener como mínimo:
- Identificación del material: heat, batch y descripción.
- Ubicación exacta de cada punto medido.
- Método y equipo usado, con su verificación o calibración.
- Resultados por elemento.
- Criterio de aceptación y firma del inspector.
La aplicabilidad de normas NCh chilenas y el formato exacto del dossier los confirma el mandante. Ese punto se define con el cliente en cada faena.
El flujo de trabajo PMI en terreno que garantiza trazabilidad desde la medición hasta el certificado
Como criterio de industria, un flujo sólido en terreno sigue estos pasos:
- Verificación del analizador contra estándar certificado antes de la jornada.
- Preparación de superficie: retiro de pintura, óxido y contaminación.
- Plan de puntos con la especificación del cliente y matriz de trazabilidad.
- Medición separada de metal base y cordón en soldaduras.
- Registro inmediato de heat number, ubicación y resultados.
- Cierre documental que alimente el dossier.
Cada medición queda ligada a un identificador único. Así la trazabilidad se sostiene desde el punto medido hasta el certificado. Este enfoque general aparece descrito en referencias del rubro.

Conclusión: verificación PMI que resiste auditoría
El PMI protege la integridad de tus sistemas de proceso y respalda tus estados de pago. Tres ideas clave para no equivocarte:
- Mide por separado metal base y cordón para no caer en la trampa de la dilución.
- Usa XRF para grado y elementos pesados; pasa a OES o LIBS cuando el carbono decide el grado.
- Exige un dossier trazable con heat number, ubicación, método y criterio de aceptación.
Si eres mandante, jefe de obra o de calidad, conversa con Ingemars. Diseñamos un plan de verificación PMI en cañerías y soldaduras con trazabilidad completa. Un plan que resiste la auditoría de la ITO y respalda tus estados de pago.
Sobre el Autor
Cristián Araneda es especialista técnico de Ingemars en ensayos PMI (Positive Material Identification) sobre cañerías y zonas soldadas. Su foco está en faenas mineras y de construcción.
Trabaja en la elaboración de dossiers de calidad conforme a normativa API, ASME, ISO y NCh, alineados con las exigencias de cada mandante.
Preguntas Frecuentes
¿Qué técnica PMI conviene usar para distinguir un acero 316 de un 316L?
Necesitas OES o LIBS para diferenciar grados "L", porque el XRF portátil no detecta carbono. El XRF mide elementos pesados como cromo, níquel y molibdeno, pero no distingue 304 de 304L ni 316 de 316L, ya que esos grados se diferencian solo por el contenido de carbono. Usa OES para química completa o LIBS para leer elementos livianos en terreno.
¿Cómo evitar rechazar material bueno por efecto de la dilución en una soldadura?
Mide por separado el metal base, la ZAC y el cordón, y evalúa el cordón contra la composición esperada del depósito diluido, nunca contra el aporte puro. La dilución mezcla el metal base con el aporte y baja la concentración de aleación en el cordón. En procesos de arco la dilución típica va de 15% a 40%, por lo que medir directo sobre el cap sin criterio lleva a errores.
¿Por qué una junta 316L puede arrojar solo 8,75% de níquel sin ser un defecto?
Una junta soldada 316L puede arrojar níquel de 8,75-10,5% por efecto de la dilución del cordón, no por un material equivocado. La cañería base tiene níquel de 10,5-11% y el aporte sin diluir 11,5-12%, pero al fundirse el metal base se mezcla con el aporte y reduce la concentración. Por eso debes interpretar la lectura contra la composición del depósito diluido.
¿Qué riesgo real genera una sustitución de material no detectada en cañerías?
Una sustitución de material no detectada puede provocar una fuga o ruptura catastrófica en servicios de alto riesgo. Por ejemplo, una cañería que debía ser 316L pero llegó como acero al carbono no resiste la corrosión del proceso. Por eso se exige cobertura total de los componentes de aleación, incluyendo flanges, cañerías y soldaduras, según la lógica de integridad de API RP 578.
¿Qué componentes exige verificar el mandante en un control de materiales por PMI?
El mandante exige verificar tuberías, fittings, flanges, válvulas y el metal de aporte del cordón durante el control de materiales por PMI. En sistemas de alto riesgo suele pedirse cobertura del 100% de los componentes de aleación, según API RP 578. El resultado se compara contra plano, WPS y MTR en construcción, mantención de líneas en servicio y reemplazo de componentes críticos.