Normas ensayo de tracción y doblado de acero en Chile: qué exigen las NCh, ASTM e ISO
La faena está lista para liberar un estado de pago. Entonces la ITO frena todo: rechaza un certificado de ensayo porque cita mal la norma. El problema no fue la máquina ni el acero.
Un valor de fluencia o de tracción no vale nada sin una norma que lo respalde. El error casi siempre está en la probeta o en confundir la norma de método con la norma de producto.
Este artículo explica las normas ensayo de tracción y doblado de acero en Chile que rigen el control de calidad del acero, qué probetas exige cada una y cómo presentar un dossier que pase la auditoría a la primera.
¿Qué normas NCh, ASTM e ISO rigen el ensayo de tracción y doblado de acero en Chile?
En Chile el marco parte por las NCh. Para barras de refuerzo, la NCh204 establece los requisitos de las barras de acero laminadas en caliente usadas en hormigón armado. Su versión 2020 está vigente desde el 28 de marzo de 2022.
Esa NCh204 se apoya en normas de método. El ensayo de tracción se hace según NCh200 con probeta de longitud inicial L0=200 mm, y el doblado según NCh201.
En el plano internacional, las familias más usadas son:
- ASTM A370: acero estructural, planchas y perfiles. Cubre tracción, doblado, dureza e impacto.
- ISO 6892-1: norma base para ensayo de tracción de metales a temperatura ambiente, entre 10 °C y 35 °C.
- ISO 7438: ensayo de doblado.
- ISO 15630-1: ensayos para acero de refuerzo de hormigón.
¿Cuándo aplica cada familia normativa en faena minera vs. obra pública?
Lo define el mandante en su especificación técnica. No es una elección libre del laboratorio ni del proveedor.
La minería suele exigir ASTM/ISO por especificación del cliente. La obra pública y la edificación privilegian las NCh nacionales.
Antes de ensayar, revisa qué norma pide el mandante en el contrato. Un ensayo perfecto bajo la norma equivocada igual se rechaza.
Norma de método vs. norma de producto: por qué el mandante exige una norma específica y no criterios internos
La norma de método dice cómo ensayar. La norma de producto dice qué valores cumplir. Confundirlas es la causa raíz de muchos rechazos.
- Método: NCh200, NCh201, ASTM A370, ISO 6892-1.
- Producto: NCh204, ASTM A36, A615, A307.
ASTM A370 no fija criterios de aceptación. Define cómo ensayar, no qué valores alcanzar. Esos requisitos vienen en normas de producto como A36, A615 o A307.
El mandante fija la norma para que el laboratorio no invente su propio criterio de pase/rechazo. Así la ITO valida el certificado contra un estándar reconocido antes de liberar el estado de pago. Un criterio interno no es defendible en auditoría.

¿Qué tipos de probetas exige cada norma para tracción y doblado de acero?
Cada familia normativa define su propia geometría. Elegir mal la probeta arruina el resultado antes de encender la máquina.
En tracción, las exigencias varían:
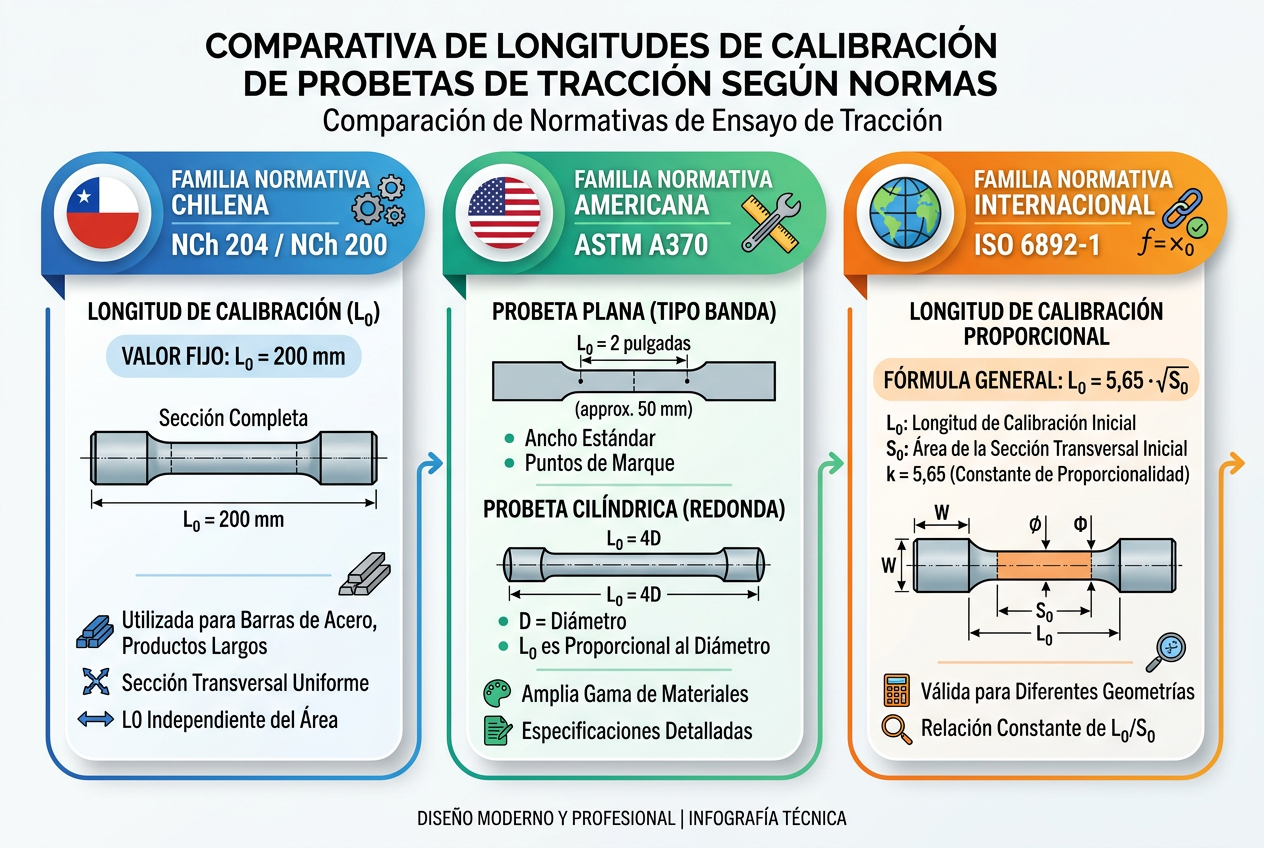
- ISO 6892-1: usa probetas proporcionales, con L0 = 5,65·√S0. Distingue lámina delgada, alambre y barras.
- ASTM A370: admite probetas planas o cilíndricas. Usa longitud de calibración de 2 pulgadas para plana y 4D (4×diámetro) para cilíndrica.
- NCh204/NCh200: exigen L0=200 mm en sección completa, sin mecanizar, para no alterar el resalte de la barra.
En doblado, ISO 7438, ASTM E290 y NCh201 usan probeta de sección completa flexionada sobre un mandril.
¿Por qué la geometría y el acabado de la probeta cambian la validez del resultado?
La L0, el área de sección y el acabado definen el alargamiento y la tensión que reportas. Una probeta mal mecanizada o con L0 incorrecta genera dispersión y resultados no comparables.
El error clásico es mezclar familias: ensayar según ISO 6892-1 pero exigir alargamiento sobre la longitud de calibración de ASTM. ASTM E8/E8M e ISO 6892-1 están relacionadas, pero no son idénticas en velocidad ni en geometrías proporcionales.
Una máquina calibrada no salva una probeta mal preparada. La geometría correcta es la primera línea de defensa contra el rechazo.
¿Qué requisitos normativos determinan si un ensayo de tracción o doblado pasa o se rechaza?
Algunos parámetros pesan más que otros a la hora del pase/rechazo. En tracción, la velocidad manda.
- ISO Método A: control por velocidad de deformación, objetivo en rango elástico de 0,00025 s⁻¹ con tolerancia de ±20%.
- ISO Método B: control por tensión, entre 6 y 60 MPa/s para el acero.
- Acabado: ISO exige sección calibrada a 1,6 μm Ra o mejor.
En doblado, el radio del mandril y el ángulo mandan. ASTM E290 fija ángulo típico de 90° o 180° y distancia entre apoyos de 4 a 6 veces el espesor. El criterio de aceptación admite superficie lisa o micro-fisuras típicamente menores a 0,8 mm, inspeccionadas a 5x o más.
La NCh204 exige que las barras resistan el doblado sin grietas visibles en la zona traccionada. Suma una relación Fu/Fy mínima de 1,25 y alargamiento ≥8% en L0=200 mm para los grados A560-350H y A630-420H.
Errores frecuentes al elegir norma que terminan en rechazo del mandante
La mayoría de los rechazos nace de tres confusiones evitables:
- Confundir método con producto: citar A370 o NCh200 como si fijaran el criterio de aceptación.
- Mezclar familias normativas: ensayar por ISO pero exigir alargamiento sobre L0 de ASTM en el mismo certificado.
- Identificar mal el grado del acero: lleva a mandril y alargamiento mínimo equivocados.
Cada uno termina en rechazo del mandante o en repetición del ensayo. Ambos cuestan tiempo y frenan el estado de pago.
¿Cómo se presenta el dossier de calidad para pasar la auditoría de la ITO a la primera?
El principio general del rubro es simple: el certificado debe permitir que la ITO reconstruya el ensayo sin pedir nada extra. Todo lo necesario debe estar en el documento.
Un certificado sólido declara por separado:
- Norma de método: por ejemplo, tracción según NCh200 o ISO 6892-1.
- Norma de producto: aceptación según NCh204 o ASTM A615.
- Velocidad o método aplicado y longitud de calibración usada.
- Dimensiones reales de la probeta, ángulo y mandril de doblado.
- Criterio de aceptación con su resultado numérico.
Como A370 no fija criterios de aceptación, el certificado debe citar explícitamente la norma de producto. Si no lo hace, la observación queda abierta.
El dossier debe sumar trazabilidad de colada/hornada. La NCh204 pide identificar cada muestra con su número de colada, hornada o paquete. Incluye también identificación del equipo, su calibración vigente y el técnico responsable.
Cuatro puntos de trazabilidad de probetas que suelen descuidarse y generan rechazos
La norma los exige, pero muchos laboratorios los pasan por alto. Como criterio general del rubro, vigila estos cuatro:
- Trazabilidad por colada/hornada desde la barra hasta la probeta, tal como pide la NCh204.
- Extracción sin alterar la microestructura: evitar trabajo en frío o calentamiento, y refrigerar durante el maquinado, como advierte ISO.
- Acabado y paralelismo de la sección calibrada: 1,6 μm Ra según ISO 6892-1.
- Longitud de calibración correcta según la norma citada: 200 mm en NCh204, 2" o 4D en A370.
Un error en cualquiera de estos invalida el resultado, aunque la máquina esté calibrada.
¿Qué exigencias normativas adicionales aparecen en faenas mineras de la Zona Norte?
A nivel de rubro, la minería agrega exigencias del propio mandante sobre la base normativa. No reemplaza las normas: las endurece.
- Especificaciones ASTM/ISO por sobre las NCh.
- Planes de inspección y ensayo (PIE/ITP) más estrictos.
- Doble verificación de la trazabilidad de colada.
- Calificación de procedimientos y soldadores con doblado guiado tipo ASTM E290.
- Ensayos de doblado y contra-doblado, más controles dimensionales adicionales.
Conocer estas particularidades antes de ejecutar evita observaciones que frenan la faena en pleno estado de pago.

Conclusión
Tres ideas resumen todo el control de calidad del acero en Chile. Primero: separa siempre la norma de método de la norma de producto en cada certificado.
Segundo: la probeta correcta —geometría, acabado y L0 según la norma citada— define la validez del resultado. Tercero: un dossier trazable con colada, equipo y criterios numéricos es lo que pasa la auditoría de la ITO a la primera.
Si eres responsable de calidad de una faena o laboratorio, contacta a Ingemars para ejecutar tus ensayos de tracción y doblado conformes a NCh, ASTM e ISO, con documentación lista para la inspección de la ITO.
Sobre el Autor
Cristián Araneda forma parte del equipo técnico de Ingemars, con experiencia en ensayos mecánicos de acero —tracción y doblado— bajo NCh, ASTM e ISO en proyectos mineros y de construcción. Maneja la documentación de calidad requerida para auditorías e inspecciones de la ITO, asegurando certificados trazables y defendibles ante el mandante.
Preguntas Frecuentes
¿Por qué la ITO puede rechazar un certificado de ensayo de tracción aunque el acero cumpla?
La ITO rechaza el certificado cuando cita mal la norma o confunde la norma de método con la de producto. Un valor de fluencia o tracción no vale nada sin una norma reconocida que lo respalde. El error casi nunca está en la máquina o el acero, sino en la probeta o en aplicar un criterio interno no defendible en auditoría.
¿Cuál es la diferencia entre norma de método y norma de producto en el control de calidad del acero?
La norma de método define cómo ensayar y la norma de producto define qué valores cumplir. Son métodos NCh200, NCh201, ASTM A370 e ISO 6892-1; son productos NCh204, ASTM A36, A615 y A307. ASTM A370 no fija criterios de aceptación: solo indica cómo ensayar, no qué valores alcanzar. Confundirlas es la causa raíz de muchos rechazos.
¿Qué longitud de calibración exige cada norma en la probeta de tracción?
Cada familia normativa define su propia longitud. ISO 6892-1 usa probetas proporcionales con L0 = 5,65·√S0. ASTM A370 emplea 2 pulgadas para probeta plana y 4D (4×diámetro) para cilíndrica. NCh204 y NCh200 exigen L0 = 200 mm en sección completa sin mecanizar, para no alterar el resalte de la barra de refuerzo.
¿Cómo saber qué familia normativa aplicar en un proyecto minero o de obra pública?
Lo define el mandante en su especificación técnica del contrato, no el laboratorio ni el proveedor. La minería suele exigir ASTM o ISO por especificación del cliente, mientras la obra pública y la edificación privilegian las NCh nacionales. Revisa siempre qué norma pide el contrato antes de ensayar: un ensayo perfecto bajo la norma equivocada igual se rechaza.
¿Qué error frecuente al mezclar normas invalida los resultados de tracción y doblado?
El error clásico es mezclar familias: ensayar según ISO 6892-1 pero exigir el alargamiento sobre la longitud de calibración de ASTM. ASTM E8/E8M e ISO 6892-1 están relacionadas, pero no son idénticas en velocidad ni en geometrías proporcionales. Una máquina calibrada no salva una probeta mal preparada: la geometría correcta es la primera defensa contra el rechazo.