Ensayo de doblado y posiciones de soldadura 1G a 6G explicados
La ITO detiene un estado de pago. El dossier de calidad no demuestra que la soldadura sea sana y dúctil. Falta el respaldo objetivo de los ensayos.
Ahí el ensayo de doblado y la calificación de soldadores dejan de ser trámite. Se vuelven decisivos para liberar el pago. Este artículo explica ambos temas con criterio técnico.
¿Qué es un ensayo o prueba de doblado?
El ensayo de doblado es una prueba destructiva. Una probeta soldada se pliega alrededor de un mandril o dado de radio normalizado. Ese doblado guiado evalúa la ductilidad y la sanidad de la unión.
Al forzar la deformación, la cara en tracción revela discontinuidades. Aparecen grietas, falta de fusión, falta de penetración e inclusiones de escoria. Son defectos que comprometen la integridad del cordón.
Es un ensayo cualitativo, simple y de bajo costo. Somete por igual al metal de aporte, la zona afectada por el calor (ZAC) y el metal base. Por eso los códigos exigen doblado guiado y no libre.
El doblado guiado obliga a que toda la sección se deforme igual. Un doblado libre concentra la flexión donde el material cede primero y no prueba la unión completa.

¿Cuál es la diferencia entre doblado de cara, de raíz y lateral?
El criterio principal es el espesor de la probeta. En AWS D1.1, para espesores de 3/8" (10 mm) o menores se usan doblados de cara y raíz. Sobre 3/8" y hasta 1 1/2" se usan doblados laterales.
Según el foro técnico de AWS, la probeta lateral es de 3/8" de ancho por el espesor del material. Cada tipo revela algo distinto:
- Doblado de cara: tracciona la cara superior del cordón. Revela defectos superficiales, falta de fusión entre pasadas y porosidad de cara.
- Doblado de raíz: tracciona la raíz. Evalúa penetración y sanidad de raíz, crítico en uniones de un solo lado sin respaldo (open root).
- Doblado lateral: atraviesa todo el espesor. Expone defectos internos como falta de fusión lateral e inclusiones de escoria en secciones gruesas.
¿Por qué el ensayo de doblado se solicita junto al de tracción?
Son complementarios y miden cosas distintas de la misma unión. El ensayo de tracción entrega la resistencia: carga de rotura y ubicación de la falla. El ensayo de doblado entrega la ductilidad y la sanidad.
En una calificación de procedimiento bajo AWS D1.1 el juego típico combina dos probetas de tracción de sección reducida con cuatro doblados. Pueden ser dos de cara y dos de raíz, o cuatro laterales, según reporta Eng-Tips.
Una unión puede pasar tracción por resistencia y aun así fallar el doblado. Basta una falta de fusión. Por eso ambos ensayos deben aprobarse para validar el PQR y liberar el dossier.
¿Cuándo y bajo qué norma se exige el ensayo de doblado en faenas chilenas?
El ensayo se solicita al calificar procedimientos de soldadura (WPS/PQR). También al calificar el desempeño de soldadores (WPQR). Son dos momentos clave del control de calidad.
Los marcos de referencia dependen del tipo de trabajo:
- AWS D1.1: Structural Welding Code – Steel, para estructuras de acero.
- ASME Sección IX: para cañería y equipos a presión.
- API 1104: para líneas de tubería de proceso.
En proyectos chilenos estos códigos internacionales se invocan por especificación técnica del mandante. Se complementan con normas NCh cuando el contrato lo exige.
Es un requisito clave del dossier. Constituye la evidencia objetiva de que procedimiento y soldador producen uniones sanas y dúctiles. Sin PQR/WPQR respaldados, la ITO rechaza el trabajo y detiene el estado de pago, según describe Therness.
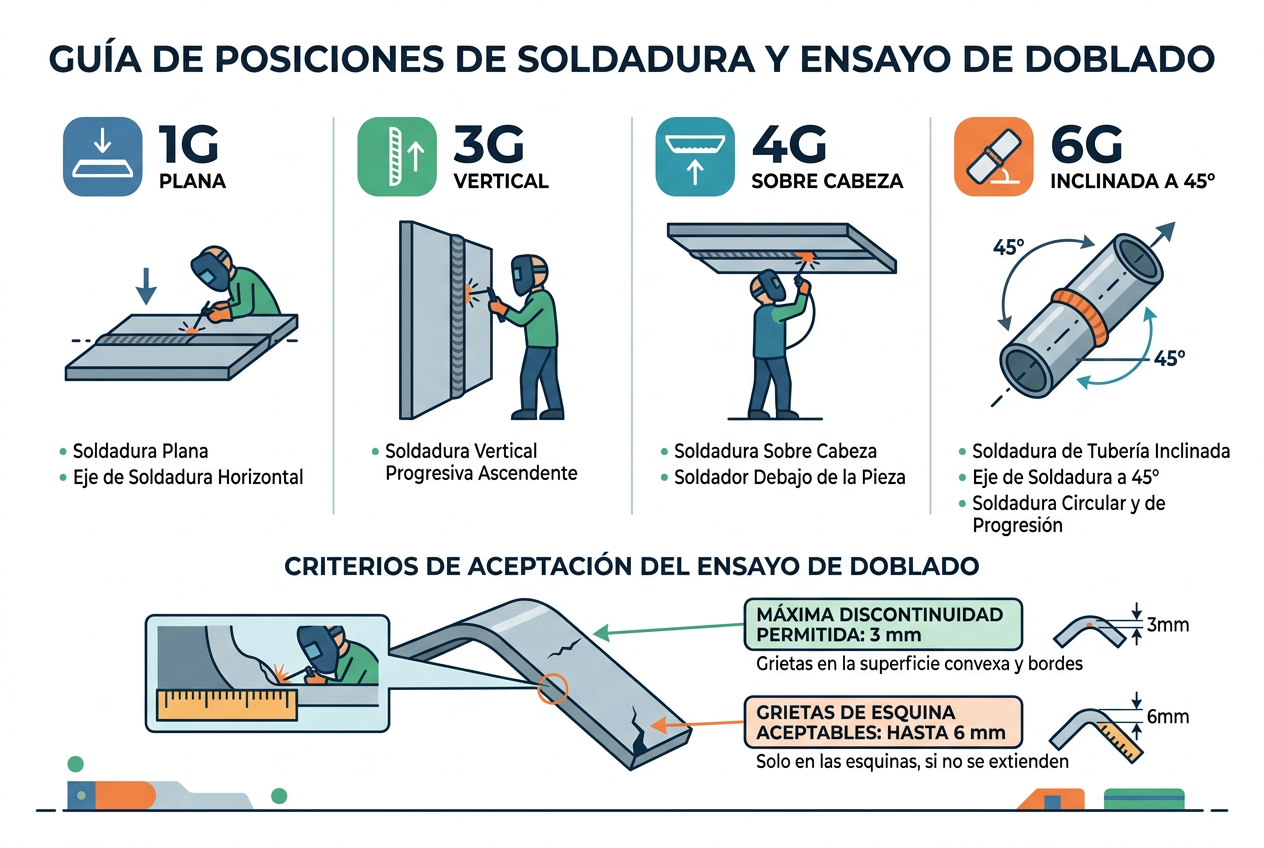
¿Qué significa 1G, 2G, 3G, 4G, 5G y 6G en soldadura?
La letra indica el tipo de unión. La 'G' es soldadura de ranura (Groove) y la 'F' es filete (Fillet). El número define la posición de soldeo.
Estos son los códigos según el Missouri Welding Institute:
- 1G – Plana: en placa, la ranura queda horizontal y se suelda por arriba. En cañería, el tubo gira sobre su eje mientras se suelda por arriba.
- 2G – Horizontal: el eje del tubo queda vertical, o la placa vertical con cordón horizontal.
- 3G – Vertical: aplica a placa con la unión en posición vertical.
- 4G – Sobre cabeza: en placa, el cordón se ejecuta desde abajo.
- 5G – Cañería fija con eje horizontal: el tubo no gira; el soldador lo rodea.
- 6G – Cañería fija inclinada a 45°: combina todas las posiciones a la vez.
Existe la variante 6GR. Agrega un anillo de restricción para simular obstáculos y accesos limitados, según Red-D-Arc.
¿Por qué las posiciones 5G y 6G son las más exigentes al calificar soldadores?
En 5G el tubo está fijo con eje horizontal. El soldador debe ejecutar plana, vertical y sobre cabeza en un solo cordón. No puede girar la pieza para acomodarse.
El 6G suma la inclinación fija a 45°. Combina todas las posiciones a la vez. Obliga a variar continuamente el ángulo de electrodo, la velocidad y el control de pileta.
Un soldador calificado en 6G cubre en la práctica el rango de placa y cañería. Eso lo hace muy valorado en faena minera. Allí el tubing se suelda en su posición de montaje y no puede rotarse.
Si buscas un soldador versátil para terreno, prioriza la calificación 6G o 6GR. Un solo cupón aprobado te cubre la mayoría de las posiciones que aparecen en montaje.
¿Cuáles son los criterios de aceptación y los errores más comunes del ensayo de doblado?
Bajo AWS D1.1, tras el plegado se inspecciona visualmente la cara convexa. Los criterios, según Hazwelding, son claros:
- Ninguna discontinuidad debe superar 3 mm (1/8") en su mayor dimensión.
- La suma de discontinuidades mayores a 1 mm no debe exceder 10 mm (3/8").
- Las grietas de esquina se aceptan hasta 6 mm, salvo que provengan de escoria u otro defecto de fusión. En ese caso el límite baja a 3 mm.
Los errores más comunes arruinan una probeta buena. Conviene reconocerlos antes de doblar:
- Aristas vivas sin radio de esquina (máximo 1/8") que inducen grietas de esquina falsas.
- Mala orientación de cara y raíz al montar la probeta.
- Uso del mandril o radio equivocado para el material.
- Marcas de mecanizado o sobrecalentamiento al cortar la probeta.
- Confundir una grieta de esquina admisible con un rechazo real.

¿Qué debe contener un informe de ensayo de doblado para resistir una auditoría de la ITO?
Como criterio general del rubro, un informe que resiste auditoría es trazable de punta a punta. No basta con un resultado favorable. Debe reconstruir toda la cadena de evidencia.
Estos campos son los que un buen inspector revisa:
- Código y edición aplicados, por ejemplo AWS D1.1.
- WPS/PQR o WPQR asociado al ensayo.
- Identidad del soldador y su estampa.
- Material base y material de aporte.
- Tipo de doblado (cara, raíz o lateral) y radio de mandril usado.
- Dimensiones reales de la probeta.
- Criterio de aceptación citado con su cláusula.
- Resultado por probeta con registro fotográfico.
- Firma del inspector calificado y trazabilidad del equipo calibrado.
El 'papel' sin trazabilidad de probeta es lo primero que objeta un buen ITO. Tampoco resiste si falta la cláusula de aceptación ni la identificación del procedimiento.
Coordina el dossier antes de la inspección
El ensayo de doblado y la calificación de soldadores sostienen el estado de pago. Sin evidencia objetiva, la ITO rechaza y el pago se detiene.
Recuerda tres puntos clave:
- Doblado y tracción son complementarios: uno mide sanidad, otro resistencia. Ambos deben aprobar.
- Las posiciones 5G y 6G son las más exigentes y las más valoradas en faena minera.
- Un informe trazable, con cláusula citada y equipo calibrado, es lo que resiste auditoría.
Coordina con anticipación. Define la cantidad y el tipo de probetas según el código. Identifica los cupones y acuerda la fecha de corte documental. Así el dossier queda listo antes de la inspección de la ITO o del estado de pago.
Sobre el Autor
Cristián Araneda es inspector de soldadura e ingeniero de calidad de ingemars. Trabaja en laboratorio de ensayos destructivos y en la calificación de WPS/PQR y soldadores (WPQR).
Su experiencia abarca faenas mineras y de construcción de la Zona Norte de Chile. Conoce de cerca cómo un dossier bien documentado libera estados de pago y supera auditorías del mandante.
Preguntas Frecuentes
¿Por qué los códigos exigen doblado guiado y no doblado libre?
El doblado guiado obliga a que toda la sección de la probeta se deforme por igual alrededor de un mandril de radio normalizado. Un doblado libre concentra la flexión donde el material cede primero y no prueba la unión completa. Por eso AWS y otros códigos solo aceptan el doblado guiado como evidencia válida.
¿Puede una soldadura aprobar tracción y fallar el ensayo de doblado?
Sí. Una unión puede pasar el ensayo de tracción por resistencia y aun así fallar el doblado por una falta de fusión. La tracción mide la carga de rotura, mientras que el doblado revela ductilidad y sanidad. Ambos ensayos deben aprobarse para validar el PQR y liberar el dossier de calidad.
¿Cómo se elige entre doblado de cara, raíz o lateral en una probeta?
El criterio principal es el espesor de la probeta. En AWS D1.1, para espesores de 3/8" (10 mm) o menores se usan doblados de cara y raíz. Sobre 3/8" y hasta 1 1/2" se usan doblados laterales. La probeta lateral mide 3/8" de ancho por el espesor del material.
¿Qué defectos revela cada tipo de ensayo de doblado?
Cada tipo expone discontinuidades distintas. El doblado de cara revela defectos superficiales, falta de fusión entre pasadas y porosidad. El doblado de raíz evalúa penetración y sanidad de raíz, crítico en uniones sin respaldo. El doblado lateral atraviesa todo el espesor y expone falta de fusión lateral e inclusiones de escoria internas.
¿Qué consecuencias tiene no respaldar el PQR y WPQR con ensayos?
Sin PQR y WPQR respaldados por ensayos, la ITO rechaza el trabajo y detiene el estado de pago. El ensayo de doblado y la calificación de soldadores constituyen la evidencia objetiva de que el procedimiento y el soldador producen uniones sanas y dúctiles, requisito clave del dossier de calidad en faenas chilenas.