¿Cuánto tiempo lleva una tubería adelgazándose por dentro antes de la primera fuga? Detectar corrosión en tuberías industriales a tiempo es la diferencia entre un mantenimiento planificado y una falla catastrófica.
Una cañería que aparenta estar sana por fuera puede estar perdiendo milímetros críticos justo donde nadie mira. Los ensayos no destructivos para corrosión permiten ver ese daño oculto sin cortar ni desmontar la tubería.
En esta guía revisamos cada método END, cuándo aplicarlo y cómo se integra en un programa de inspección auditable.
Por Qué la Corrosión y la Pérdida de Espesor Son un Riesgo Crítico en Cañerías
La corrosión reduce el espesor resistente de la pared. Con menos pared, cae la presión máxima admisible que la tubería soporta con seguridad.
El desenlace es una fuga o una rotura. Cuando circulan fluidos a presión, ácidos, vapor o pulpa, el riesgo incluye accidentes graves, derrames y detenciones no programadas.
Detectar corrosión en tuberías industriales de forma temprana protege tres frentes clave:
- Seguridad: evita accidentes con fluidos peligrosos a presión.
- Operación: previene paradas no programadas y pérdidas de producción.
- Económico: reduce multas ambientales y reparaciones de emergencia.
Las señales tempranas casi siempre pasan desapercibidas. El daño avanza sin aviso externo hasta que la pared ya está comprometida.

Tipos de Corrosión: Interna, Externa, CUI y Pitting
Cada escenario de corrosión exige un enfoque de inspección distinto. Confundirlos lleva a diagnósticos incompletos y a fallas inesperadas. Por eso, detectar corrosión en tuberías industriales exige identificar primero qué tipo de ataque está ocurriendo.
- Corrosión interna general: adelgazamiento uniforme desde el interior por el fluido transportado.
- Corrosión externa: ataque desde el ambiente, común en zonas húmedas o costeras.
- Corrosión bajo aislación (CUI): oculta bajo el jacket, invisible desde afuera y muy peligrosa.
- Pitting: corrosión localizada en puntos pequeños, a menudo bajo depósitos o incrustación.
También existen la corrosión bajo depósito, la microbiológica (MIC) y la erosión-corrosión en codos y reducciones. Todas avanzan sin señal externa clara.
Puedes revisar el fundamento químico del proceso en este artículo sobre corrosión.
El Costo de Detectar Tarde vs. el Diagnóstico Temprano
Detectar tarde significa fugas, derrames y paradas de emergencia. Una detención no programada cuesta mucho más que una inspección planificada.
El diagnóstico temprano mide el espesor remanente antes de que la pared falle. Con ese dato, planificas el reemplazo o la reparación en ventana programada.
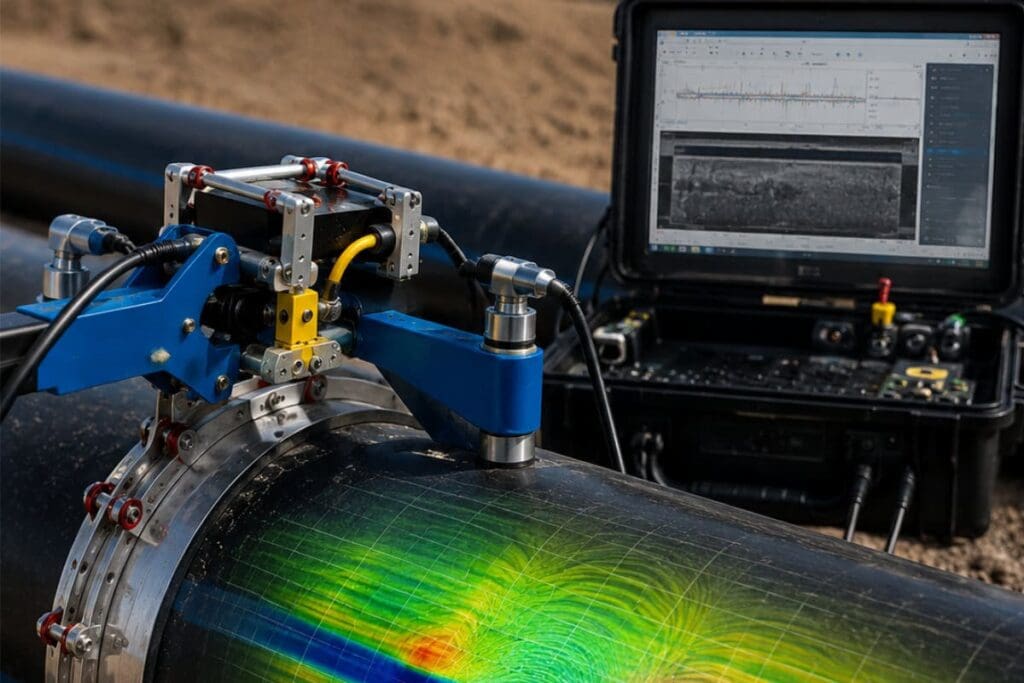
Ensayos No Destructivos para Detectar Corrosión y Pérdida de Espesor
Los ensayos no destructivos para corrosión miden y mapean el daño sin retirar la tubería de servicio. La lógica es simple: medir sin cortar, mapear sin desmontar.
La inspección de tuberías sin destrucción combina varias técnicas complementarias. Cada una responde mejor a un tipo de corrosión específico.
Los métodos principales aplicables a cañerías industriales son ultrasonido, gammagrafía digital, corrientes de Eddy pulsadas y onda guiada.
Ultrasonido de Espesores (UT) y Phased Array / Mapeo de Corrosión
El ultrasonido de espesores (UT) mide el espesor remanente en adelgazamiento general accesible. Entrega valores precisos punto a punto sobre superficies planas.
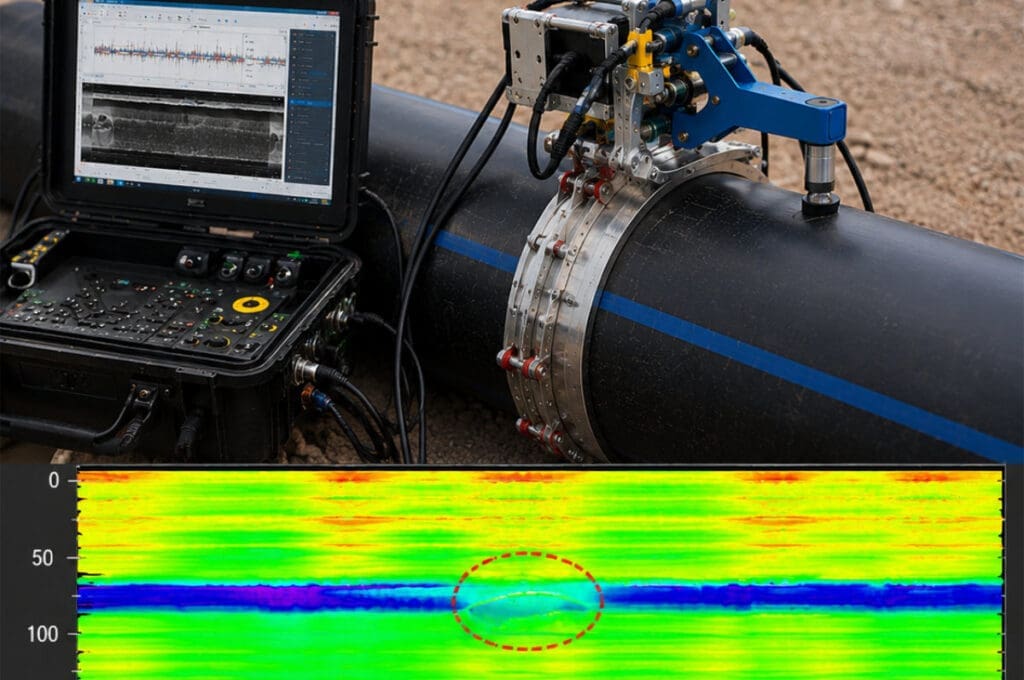
El Phased Array o mapeo de corrosión dimensiona y mapea zonas extensas de pérdida de espesor. Es ideal para grandes superficies con daño distribuido.
Ojo con el pitting: un UT puntual puede «pasar entre» los pits sin detectarlos. En corrosión localizada se requiere una grilla densa o mapeo completo.
Gammagrafía y Radiografía Digital: Perfil y Técnica Tangencial
La gammagrafía digital usa una fuente gamma (Ir-192, Se-75 o Co-60) que atraviesa la pared hacia un detector digital. Donde hay menos pared por corrosión, pasa más radiación y esa zona se distingue en la imagen.
El software traduce el nivel de gris a espesor remanente, con calibración e IQI de referencia. Con técnica tangencial o de perfil, mide directamente el espesor de pared.
En soldaduras detecta porosidad, escoria, falta de fusión, grietas y corrosión de raíz. Es una de las herramientas más versátiles para diagnosticar defectos internos.
La versión digital supera a la de película en varios puntos:
- Detector reutilizable: placa de fósforo (CR) o panel DDA, sin revelado químico.
- Imagen inmediata: el DDA entrega resultado en segundos.
- Rango dinámico amplio: una exposición cubre varios espesores.
- Menor dosis: especialmente con paneles DDA.
- Trazabilidad: archivo digital con firma, sin degradación.
Para pitting, las placas CR ofrecen mayor sensibilidad de contraste que la película. Eso hace visible el cambio sutil de densidad que delata cada punto de corrosión.
Bien configurados, CR y DDA cumplen las clases de calidad de imagen de la norma ISO 17636-2.

PEC y Onda Guiada: Corrosión Bajo Aislación y Tramos Largos
Las corrientes de Eddy pulsadas (PEC) detectan corrosión bajo aislación sin retirar el jacket. También sirve la radiografía de perfil para el mismo escenario.
El ultrasonido de onda guiada (long-range) tamiza tramos largos o enterrados desde un solo punto. Identifica zonas sospechosas que luego confirmas con UT o mapeo.
La gran ventaja de ambos es inspeccionar sin desmontaje ni excavación. Reduces tiempo, costo y exposición del personal.
Cómo Elegir el Método END Según el Escenario de Corrosión
Elegir mal el método deja daño sin detectar. La selección depende del tipo de corrosión, la accesibilidad y el objetivo de la medición.
Esta es la guía de decisión práctica para pérdida de espesor y pitting en cañerías:
- Corrosión interna general: UT de espesores o radiografía de perfil.
- Corrosión externa o CUI: PEC, radiografía de perfil o retirar aislación y aplicar UT.
- Pitting localizado: radiografía o mapeo UT con grilla densa.
- Adelgazamiento uniforme: grilla de espesores UT o radiografía digital de perfil.
- Tramos largos o enterrados: onda guiada para tamizar y priorizar.
Tabla Comparativa: Método vs. Tipo de Corrosión
Esta matriz cruza cada método END con su mejor escenario:
- UT de espesores: mejor para corrosión interna general y adelgazamiento uniforme accesible. Ventaja: valores muy precisos. Limitación: puede pasar entre pits.
- Phased Array / mapeo: mejor para zonas extensas de pérdida de espesor. Ventaja: mapa completo. Limitación: requiere acceso y más tiempo.
- Gammagrafía digital: mejor para soldaduras, pitting y espesor de perfil. Ventaja: imagen permanente e inmediata. Limitación: zona de exclusión radiológica.
- PEC: mejor para CUI sin retirar aislación. Ventaja: sin desmontaje. Limitación: menor resolución en pitting fino.
- Onda guiada: mejor para tramos largos o enterrados. Ventaja: gran cobertura. Limitación: solo tamiza, no cuantifica.
Elegir bien la técnica es lo que permite detectar corrosión en tuberías industriales con la sensibilidad y la cobertura que cada caso realmente necesita.
Cuándo Preferir Gammagrafía Digital
Recomienda gammagrafía digital cuando necesitas un registro imagen permanente de soldadura y pared. También cuando la geometría es de diámetro pequeño o complejo y el palpador de UT tiene acceso limitado.
Es la opción cuando buscas espesor de perfil o CUI sin retirar aislación. Y cuando debes inspeccionar muchas soldaduras rápido con DDA y entregar el dossier de inmediato.
El UT conviene para valores muy precisos, secciones gruesas, grandes superficies planas o cuando no se admite radiación.
Del Diagnóstico al Dossier: Cómo Se Integra un Programa de Inspección
Un buen programa combina varios END en secuencia lógica. Primero tamizas, luego confirmas y finalmente documentas.
El flujo de trabajo típico sigue estos pasos:
- Tamizado: onda guiada identifica tramos sospechosos en distancias largas.
- Confirmación: UT o mapeo cuantifican el espesor remanente en las zonas marcadas.
- Documentación: radiografía digital deja registro imagen trazable de soldaduras y pared.
Esta secuencia combinada es la forma más confiable de detectar corrosión en tuberías industriales y respaldar cada hallazgo con evidencia técnica.
El mandante exige evidencia técnica trazable para autorizar el estado de pago. Necesita saber qué se inspeccionó, con qué método, contra qué criterio y con qué resultado.
El respaldo documental incluye espesores medidos, imágenes y mapas de zonas afectadas. Todo referido a una norma, con certificados de calibración y personal certificado Nivel II/III.

El marco normativo respalda cada ensayo: personal calificado según ISO 9712 en Nivel II/III, procedimientos según ISO 17636-2, ISO 16809 y ASME BPVC Sección V, más ASTM E2698/E2007 para DDA y CR.
En Chile, la fuente radiactiva requiere autorización ante la Comisión Chilena de Energía Nuclear (CCHEN). La zona de exclusión se delimita según la actividad de la fuente y la tasa de dosis, con barreras, señalética y dosímetros.
Los errores comunes que detienen faenas incluyen técnica con sensibilidad insuficiente, calibración vencida, personal sin certificación vigente y falta de trazabilidad entre imagen y tramo.
Para complementar tu plan de mantenimiento, revisa también [Enlace interno: cómo elegir un servicio de inspección industrial confiable → selección de proveedores END].
Nota: certificaciones vigentes, experiencia en Zona Norte, casos reales y plazos exactos del dossier serán validados por Ingemars antes de publicar.
Solicita tu Evaluación de Cañerías con el Método END Adecuado
La corrosión avanza oculta hasta que la pared ya está comprometida. Un END dirigido la detecta y cuantifica antes de que se convierta en una falla.
Recuerda los puntos clave de esta guía para detectar corrosión en tuberías industriales:
- Cada tipo de corrosión (interna, externa, CUI, pitting) exige un método END distinto.
- La gammagrafía digital destaca por su imagen permanente, medición de espesor e integración inmediata al dossier.
- Un programa combinado y trazable aprueba auditorías y libera estados de pago.
Solicita a Ingemars una evaluación de tus cañerías con el método END más adecuado para detectar corrosión en tuberías industriales y cuantificar la pérdida de espesor. Contáctanos para diseñar tu programa de inspección a la medida.
Sobre el Autor
Cristián Araneda es especialista en ensayos no destructivos y detección de corrosión en tuberías industriales. Cuenta con experiencia en ultrasonido, gammagrafía digital y programas de inspección para integridad de cañerías.
En Ingemars actúa como referente técnico, asegurando diagnósticos trazables y dossiers que cumplen las normas ISO y ASME exigidas por los mandantes.
Preguntas Frecuentes
¿Cómo detectar corrosión en tuberías industriales sin cortar ni desmontar la cañería?
Para detectar corrosión en tuberías industriales sin cortar, aplicas ensayos no destructivos que miden y mapean el daño con la tubería en servicio. Las técnicas principales son ultrasonido de espesores, Phased Array o mapeo de corrosión, gammagrafía digital, corrientes de Eddy pulsadas y onda guiada. Cada método responde mejor a un tipo específico de corrosión.
¿Qué tipos de corrosión afectan a las tuberías industriales?
Las tuberías industriales sufren cuatro tipos principales de corrosión: interna general (adelgazamiento uniforme desde el fluido), externa (ataque ambiental en zonas húmedas o costeras), bajo aislación o CUI (oculta bajo el jacket) y pitting (localizada en puntos pequeños bajo depósitos). También existen la corrosión bajo depósito, la microbiológica (MIC) y la erosión-corrosión en codos y reducciones.
¿Por qué es crítico detectar corrosión en tuberías industriales de forma temprana?
Detectar corrosión en tuberías industriales a tiempo protege tres frentes clave: seguridad, evitando accidentes con fluidos peligrosos a presión; operación, previniendo paradas no programadas y pérdidas de producción; y económico, reduciendo multas ambientales y reparaciones de emergencia. La corrosión reduce el espesor de la pared y baja la presión máxima admisible hasta provocar fugas o roturas.
¿Cuál es la diferencia entre ultrasonido de espesores y Phased Array para medir pérdida de espesor?
El ultrasonido de espesores (UT) mide el espesor remanente punto a punto en adelgazamiento general accesible sobre superficies planas. El Phased Array o mapeo de corrosión dimensiona y mapea zonas extensas de pérdida de espesor, ideal para grandes superficies con daño distribuido. Para pitting necesitas una grilla densa o mapeo completo, ya que un UT puntual puede pasar entre los pits.
¿Cómo se detecta el pitting o corrosión localizada en cañerías?
Para detectar pitting en cañerías necesitas una grilla de medición densa o mapeo completo de corrosión, no mediciones puntuales. Un ultrasonido puntual puede pasar entre los pits sin detectarlos, dejando pasar daño localizado bajo depósitos o incrustaciones. El Phased Array permite mapear zonas extensas y dimensionar la corrosión localizada con precisión.