Una soldadura de geomembrana en una pila de lixiviación es rechazada por la ITO y frena un estado de pago completo. Ahí la disyuntiva microondas vs ultrasonido sin acoplante deja de ser teórica y define quién cobra.
La pregunta que decide todo no es si el defecto existe. Es si el ensayo no destructivo sin acoplante que elegiste detecta ese defecto y resulta defendible ante la ITO.
Este artículo compara ambos métodos por su física, sus defectos detectables y su respaldo normativo. En este análisis de microondas vs ultrasonido sin acoplante verás cuándo conviene cada uno y qué dice hoy la norma ASTM.
El problema en faena: cuándo la elección del método define la aprobación del estado de pago
La disyuntiva aparece en tres escenarios muy concretos de faena minera e industrial. Cada uno busca un defecto crítico distinto y exige un método capaz de verlo.
- Geomembranas mineras de HDPE: pilas de lixiviación, tranques y piscinas.
- Tuberías de HDPE: conducción de agua y pulpa.
- Recubrimientos no metálicos: gomas, epóxicos y liners sobre estanques y cañerías.
El método impacta el estado de pago por una razón doble. Debe detectar de verdad el defecto crítico y quedar respaldado por norma y dossier auditable.
Si eliges mal, el control de calidad de soldadura HDPE falla en dos frentes. El defecto pasa inadvertido o el resultado se rechaza por falta de respaldo documental.

Geomembranas, tuberías y recubrimientos: qué defecto se busca en cada caso
La inspección de juntas HDPE cambia según el escenario. No es lo mismo revisar una geomembrana que una tubería de pulpa.
- Geomembranas: integridad de soldaduras de termofusión o extrusión y del material.
- Tuberías HDPE: uniones a tope y por electrofusión.
- Recubrimientos: despegues, delaminaciones y humedad atrapada.
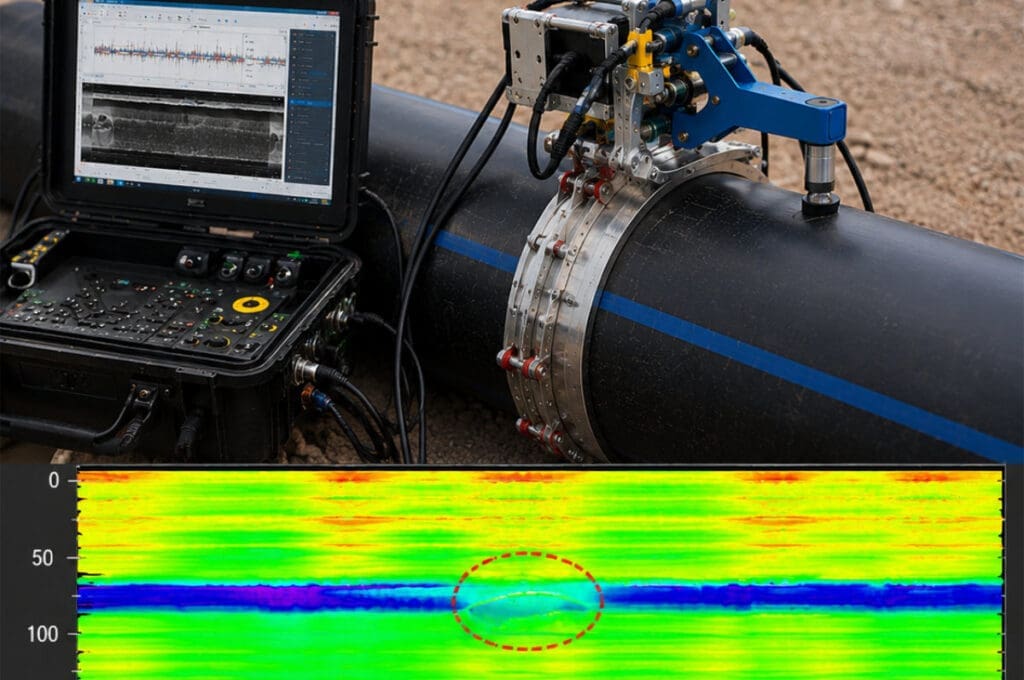
En todos estos casos, el defecto crítico suele ser una interfaz interna llena de aire. Justo el tipo de discontinuidad que más problemas da al ultrasonido tradicional y que ordena la decisión de microondas vs ultrasonido sin acoplante.
Por qué un método incorrecto frena el estado de pago
La ITO exige dos cosas al mismo tiempo. El resultado debe ser correcto en la detección real y defendible ante una auditoría.
Un ensayo sin respaldo normativo se rechaza aunque el técnico haya trabajado bien. Y un método que no ve el defecto deja pasar una falla que aparecerá después.
Cómo funciona cada método: ensayo por microondas vs ultrasonido en polímeros
La diferencia entre ambos métodos nace en la física, no en el equipo. Entenderla te ayuda a decidir con criterio y no por costumbre. Para profundizar en la comparación puedes revisar nuestra guía sobre microondas vs ultrasonido sin acoplante aplicada a materiales no metálicos.
El ultrasonido es una onda mecánica. Necesita un medio material para propagarse, por eso exige acoplante y contacto directo con la pieza.
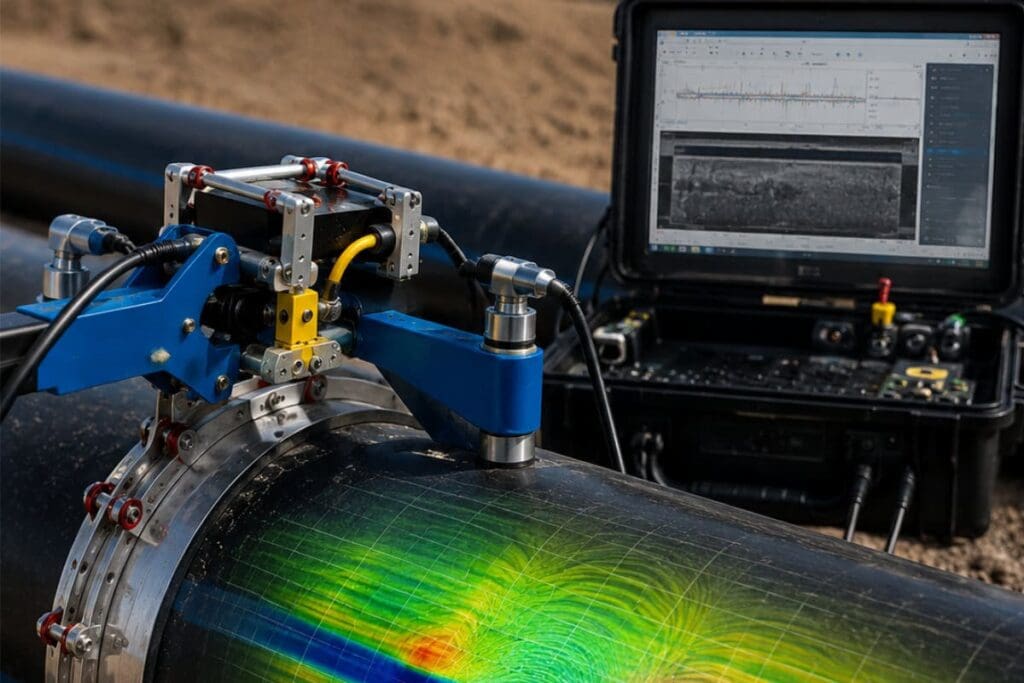
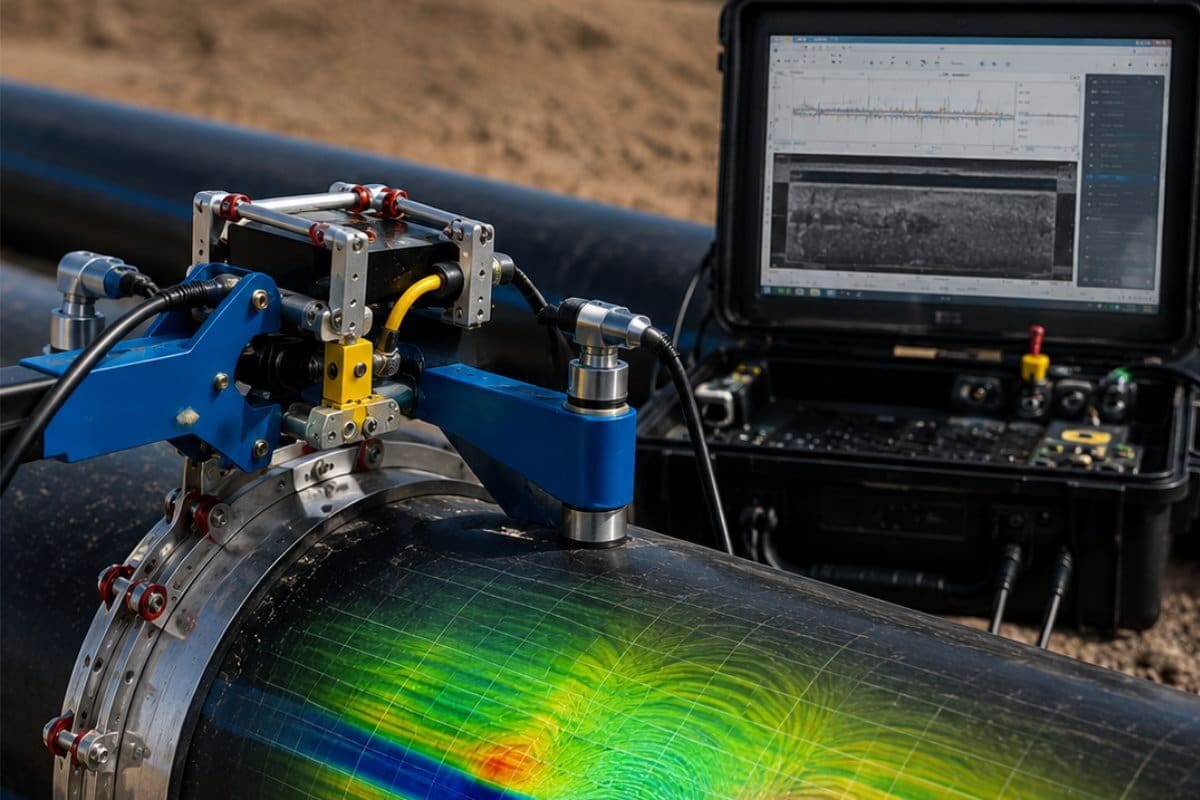
El ensayo por microondas usa ondas electromagnéticas. No requiere medio material, así que trabaja sin contacto y sin acoplante sobre el material. Este contraste es el corazón del debate microondas vs ultrasonido sin acoplante.
La limitación del acoplante en el ultrasonido sobre HDPE
El sonido casi no cruza el aire por la enorme diferencia de impedancia acústica. Por eso el ultrasonido necesita gel o agua que conduzca la onda hacia el material.
En HDPE esto genera dos problemas serios. El material atenúa mucho la señal y pierde eco justo en los defectos llenos de aire, que son los críticos.
La geometría de las juntas, las superficies curvas y el terreno hacen el acoplamiento inconsistente. Ahí la alternativa al ultrasonido END gana peso: un ensayo no destructivo sin acoplante evita toda esa dependencia.
Ensayo no destructivo por microondas: inspección sin contacto
El HDPE es un dieléctrico, o sea no conductor. Por eso resulta transparente a las microondas y la onda penetra hasta las interfaces internas.
La Interferencia de Microondas es el principio de medición. La onda reflejada se combina con una de referencia y forma un patrón que se altera cuando hay un defecto interno.
El ensayo no destructivo por microondas permite inspección de compuestos sin contacto sobre HDPE, GRP, gomas y epóxicos. No contamina la superficie ni depende de un acoplamiento perfecto en terreno.
Comparativa directa: detección de fusión fría y falta de fusión en HDPE
Ninguno de los dos métodos es universalmente mejor. Cada uno domina en un tipo de defecto y material según su principio físico.
La siguiente tabla resume los criterios que deciden en faena para resolver el dilema de microondas vs ultrasonido sin acoplante. Incluye la radiografía como tercer referente.

Tabla comparativa por criterio
- Acoplante / contacto: Microondas sin contacto ni acoplante · Ultrasonido requiere ambos · Radiografía sin contacto.
- Defectos que detecta: Microondas ve delaminaciones, faltas de fusión, huecos, inclusiones y humedad · Ultrasonido mide espesor y defectos que reflejan sonido · Radiografía capta huecos, inclusiones y porosidad volumétrica.
- Materiales: Microondas solo no conductores · Ultrasonido metales y no metálicos con limitaciones en HDPE · Radiografía metales y no metálicos.
- Radiación: Microondas no ionizante · Ultrasonido no ionizante · Radiografía ionizante con zona de exclusión.
- Limitaciones: Microondas no penetra conductores y tiene menor resolución de densidad fina · Ultrasonido pierde defectos llenos de aire y sufre atenuación en HDPE · Radiografía exige acceso por ambos lados.
Qué defectos detecta mejor cada técnica
Las microondas detectan bien delaminaciones y faltas de fusión en HDPE. Son interfaces con aire o cambio de permitividad que reflejan la onda electromagnética.
El ultrasonido es superior para medir espesor y dimensionar defectos en profundidad. Pero falla en las faltas de fusión llenas de aire por la atenuación del HDPE.
Un caso especialmente engañoso es el kissing bond. Dos caras se tocan sin fusión real y el sonido las cruza sin reflejar, así que la unión parece sana.
Qué dice la norma ASTM sobre inspección de HDPE y compuestos
Conviene ser honesto sobre el estado normativo. El ultrasonido y los ensayos de soldadura de geomembrana están bien estandarizados. La inspección por microondas de polímeros, no todavía.
Estas son las referencias habituales que debes verificar contra su edición vigente:
- Ultrasonido de espesores: ASTM E797.
- Ultrasonido de soldaduras: ASTM E164 y código ASME BPVC Sección V.
- Ultrasonido de compuestos: ASTM E2580 (confirmar aplicabilidad y edición).
- Soldaduras de geomembrana: ASTM D4437 y estándares GRI-GM, más pruebas de canal de aire y caja de vacío.
- Microondas: aún no existe una norma ASTM dedicada consolidada equivalente.
Las normas se actualizan, se renumeran y se retiran. Verifica siempre el documento en ASTM International antes de citarlo en un informe.
Implicancias de la ausencia de norma dedicada para microondas
Que las microondas no tengan norma ASTM consolidada no las descalifica. Solo cambia cómo debes justificar el ensayo por microondas ante la ITO cuando planteas microondas vs ultrasonido sin acoplante.
Lo prudente es acordar por escrito con el mandante el procedimiento y los criterios de aceptación antes de ejecutar. Así el resultado queda auditable aunque el método sea emergente.
El respaldo se construye con procedimiento calificado, personal certificado y criterios explícitos. Planteado con transparencia, refuerza tu autoridad técnica en lugar de debilitarla.
Cómo elegir el método y contratar un servicio de inspección confiable
La decisión se ordena por el defecto crítico y el material. Este criterio te evita elegir por costumbre y arriesgar un rechazo.
- Usa microondas cuando el material sea no conductor, el defecto sea planar interno lleno de aire, no haya acceso al reverso o la superficie sea curva y sucia.
- Usa ultrasonido para medir espesor, en materiales metálicos y cuando necesites dimensionar bien la profundidad con buen acoplamiento.
- Usa radiografía para defectos volumétricos cuando se admite radiación y hay acceso por ambos lados.

Al contratar un servicio de inspección no destructiva HDPE, exige garantías concretas. No aceptes promesas de rapidez sin respaldo normativo.
- Procedimiento referido a una norma vigente y aplicable.
- Personal certificado según END e ISO 9712, Nivel II o III.
- Equipo calibrado con certificado trazable.
- Criterios de aceptación acordados con el mandante.
- Informe final firmado por el Nivel III responsable.
Conclusión: elige el método correcto y defiéndelo con dossier
Tres puntos ordenan tu decisión de inspección en HDPE y compuestos al comparar microondas vs ultrasonido sin acoplante:
- Para faltas de fusión y delaminaciones llenas de aire, las microondas superan al ultrasonido por física, no por moda.
- El ultrasonido sigue siendo la mejor opción para espesor, metales y dimensionado en profundidad.
- La defensibilidad ante la ITO depende del procedimiento, la norma vigente y un dossier auditable.
No dejes que un método mal elegido frene tu estado de pago. Solicita una evaluación técnica para definir si tu proyecto de HDPE requiere microondas, ultrasonido o una combinación de ambos, con un dossier defendible ante la ITO.
Sobre el Autor
Cristián Araneda es especialista en ensayos no destructivos aplicados a materiales no metálicos. Su trabajo se centra en la inspección de HDPE, compuestos y recubrimientos en faenas mineras e industriales.
Combina experiencia en terreno con dominio de la normativa ASTM, ASME e ISO. Su enfoque prioriza resultados correctos y defendibles ante la ITO y el mandante.
Credenciales y certificaciones vigentes: a completar por Ingemars.
Preguntas Frecuentes
¿Qué diferencia hay entre microondas vs ultrasonido sin acoplante?
La diferencia nace en la física de cada método. El ultrasonido es una onda mecánica que necesita un medio material para propagarse, por eso exige acoplante y contacto directo. El ensayo por microondas usa ondas electromagnéticas que no requieren medio material, así que trabaja sin contacto y sin acoplante sobre el HDPE y los compuestos.
¿Por qué el ultrasonido falla al inspeccionar HDPE?
El ultrasonido falla en HDPE por dos problemas serios. El material atenúa mucho la señal y pierde eco justo en los defectos llenos de aire, que son los críticos. Además, la geometría de las juntas, las superficies curvas y el terreno hacen que el acoplamiento sea inconsistente, comprometiendo la detección de falta de fusión en HDPE.
¿Cómo elegir el método de ensayo no destructivo sin acoplante correcto?
Para elegir el método correcto, evalúa si detecta de verdad el defecto crítico y si queda respaldado por norma y dossier auditable. La ITO exige que el resultado sea correcto en la detección real y defendible ante una auditoría. Un ensayo sin respaldo normativo se rechaza aunque el técnico haya trabajado bien, y un método que no ve el defecto deja pasar la falla.
¿En qué escenarios de faena aplica microondas vs ultrasonido sin acoplante?
La disyuntiva microondas vs ultrasonido sin acoplante aparece en tres escenarios concretos de faena minera e industrial. Primero, geomembranas mineras de HDPE en pilas de lixiviación, tranques y piscinas. Segundo, tuberías de HDPE para conducción de agua y pulpa. Tercero, recubrimientos no metálicos como gomas, epóxicos y liners sobre estanques y cañerías.
¿Por qué un método de inspección incorrecto frena el estado de pago?
Un método incorrecto frena el estado de pago porque falla en dos frentes. El defecto pasa inadvertido o el resultado se rechaza por falta de respaldo documental. La ITO exige simultáneamente que la detección sea correcta y que el ensayo sea defendible ante auditoría, por lo que un método sin respaldo normativo vigente se rechaza aunque el trabajo esté bien hecho.